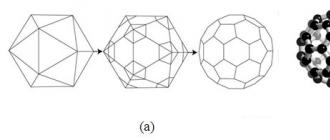
Современные инверторные сварочные аппараты покрывают большинство потребностей для получения неразъемных соединений металлических заготовок. Но в ряде случаев куда более удобным будет аппарат несколько иного типа, в котором основную роль играет не электрическая дуга, а поток ионизированного газа, то есть плазменный сварочный аппарат. Приобретать его для периодического использования не слишком рентабельно. Можно сделать такой сварочный аппарат своими руками.
Оборудование и компоненты
Изготовить микроплазменный сварочный аппарат проще всего на основе уже имеющегося инверторного сварочного аппарата. Для выполнения такой модернизации вам понадобятся следующие компоненты:
- любой инверторный сварочный аппарат для TIG сварки со встроенным осциллятором или без него;
- сопло с вольфрамовым электродом от TIG-сварочника;
- аргоновый баллон с редуктором;
- небольшой кусочек прутка из тантала или молибдена диаметром и длиной до 20 мм;
- фторопластовая трубка;
- медные трубки;
- небольшие кусочки листовой меди толщиной 1-2 мм;
- электронный балласт;
- резиновые шланги;
- гермоввод;
- хомуты;
- проводка;
- клеммы;
- автомобильный бачок стеклоочистителя с электронасосом;
- выпрямительный блок питания электронасоса стеклоочистителя.

Работы по доводке и изготовлению новых деталей и узлов потребуют использования следующего оборудования:
- токарный станок;
- электропаяльник;
- горелка для пайки с баллоном;
- отвертки;
- пассатижи;
- амперметр;
- вольтметр.
Вернуться к оглавлению
Теоретические основы
Сварочный аппарат для плазменной сварки может быть одного из 2-х основных типов: открытого и закрытого. Основная дуга сварочного аппарата открытого типа горит между центральным катодом горелки и изделием. Между соплом, которое служит анодом, и центральным катодом горит только дежурная дуга для возбуждения основной в любой момент времени. Сварочный аппарат закрытого типа имеет только дугу между центральным электродом и соплом.
Сделать долговечный по 2-му принципу довольно трудно. При прохождении основного сварочного тока через сопло-анод этот элемент испытывает колоссальные тепловые нагрузки и требует очень качественного охлаждения и использования соответствующих материалов. Обеспечить термостойкость конструкции, когда делается такой аппарат своими руками, очень трудно. Когда делается плазменный аппарат своими руками, для долговечности лучше выбирать открытую схему.
Вернуться к оглавлению
Практическая реализация

Часто при кустарном изготовлении плазменного сварочного аппарата сопло вытачивают из меди. При отсутствии альтернативы такой вариант возможен, но сопло становится расходным материалом даже при прохождении через него только дежурного тока. Его придется часто менять. Если удастся достать небольшой кусочек кругляка из молибдена или тантала, лучше сопло изготовить из них. Тогда можно будет ограничиваться периодической чисткой.
Размер центрального отверстия в сопле подбирают опытным путем. Начинать нужно с диаметра 0,5 мм и постепенно растачивать его до 2 мм, пока поток плазмы не станет удовлетворительным.
Конусный зазор между центральным вольфрамовым катодом и соплом-анодом должен составлять 2,5-3 мм.
Сопло вкручивается в полую рубашку охлаждения, которая через фторопластовый изолятор соединяется с держателем центрального электрода. В рубашке охлаждения циркулирует охлаждающая жидкость. В качестве таковой в теплое время года можно использовать дистиллированную воду, зимой лучше антифриз.
Рубашка охлаждения представляет собой 2 полые медные трубки. Внутренняя диаметром и длиной около 20 мм располагается на переднем конце внешней трубки с диаметром около 50 мм и длиной порядка 80 мм. Пространство между торцами внутренней трубки и стенками наружной запаивают тонкой листовой медью. В рубашку с помощью газовой горелки впаивают медные трубки диаметром 8 мм. По ним поступает и отводится охлаждающая жидкость. Кроме того, к рубашке охлаждения нужно припаять клемму для подачи положительного заряда.
Во внутренней трубке делают резьбу, в которую вкручивают съемное сопло из термостойких материалов. На выдвинутом конце наружной трубки также нарезают внутреннюю резьбу. В нее вкручивается изолирующее кольцо из фторопласта. В кольцо вкручивается держатель центрального электрода.
Через стенку наружной трубки в пространство между рубашкой охлаждения и фторопластовым изолятором впаивается трубка подачи аргона такого же диаметра, как для охлаждения.
По рубашке охлаждения циркулирует жидкость из бачка стеклоочистителя. Питание на насос его электродвигателя подается через отдельный выпрямитель на 12 В. Выход для подачи на бачке уже есть, возврат жидкости можно врезать через стенку или крышку бачка. Для этого в крышке сверлится отверстие и вставляется отрезок трубки через гермоввод. Резиновые шланги циркуляции жидкости и подачи аргона соединяются со своими трубками хомутами.
Положительный заряд берется от основного источника питания. Для ограничения тока через поверхность сопла подбирается подходящий электронный балласт. Подаваемый электрический ток должен иметь постоянное значение в районе 5-7 А. Оптимальная величина тока подбирается экспериментально. Это должен быть минимальный ток, который обеспечивает устойчивое горение дежурной дуги.
Возбуждение дежурной дуги между соплом и вольфрамовым катодом может осуществляться одним из двух способов. Встроенным в сварочный аппарат осциллятором или при его отсутствии контактным способом. Второй вариант требует усложнения конструкции плазменной горелки. Держатель центрального электрода при контактном возбуждении делают подпружиненным относительно сопла.
При нажатии на резиновую кнопку штока, соединенного с держателем электрода, острый конец центрального вольфрамового катода контактирует с конусной поверхностью штока. При коротком замыкании в точке контакта резко повышается температура, что позволяет возбудить дугу при отведении пружиной катода от анода. Контакт должен быть очень кратковременным, иначе поверхность сопла пригорит.
Возбуждение тока высокочастотным осциллятором предпочтительнее для долговечности конструкции. Но его приобретение или даже изготовление делает для плазменной сварки нерентабельным.
При работе положительный вывод сварочного аппарата соединяется с деталью без балласта. Когда сопло оказывается на расстоянии несколько миллиметров от заготовки, электрический ток переключается с сопла на деталь. Его значение вырастает до выставленного на сварочном аппарате, а образование из аргона плазмы интенсифицируется. Регулируя подачу аргона и сварочный ток, можно добиться необходимой интенсивности течения плазмы из сопла.


Плазменные резаки активно используются в мастерских и предприятиях, связанных с цветными металлами. Большинство небольших предприятий применяют в работе плазменный резак, изготовленный своими руками.
Хорошо себя показывает при разрезе цветных металлов, поскольку позволяет локально прогревать изделия и не деформировать их. Самостоятельное производство резаков обусловлено высокой стоимостью профессионального оборудования.
В процессе изготовления подобного инструмента используются комплектующие от других электроприборов.
Инвертор используется для выполнения работ как в домашних, так и в промышленных условиях. Существует несколько видов плазморезов для работы с различными типами металлов.
Различают:
- Плазморезы, работающие в среде инертных газов, например, аргона, гелия или азота.
- Инструменты, работающие в среде окислителей, например, кислорода.
- Аппаратура, предназначенная для работы со смешанными атмосферами.
- Резаки, работающие в газожидкостных стабилизаторах.
- Устройства, работающие с водной или магнитной стабилизацией. Это самый редкий вид резаков, который практически невозможно найти в свободной продаже.
Или плазматрон – это основная часть плазменной резки, отвечающая за непосредственную нарезку металла.

Плазменный резак в разборе.
Большинство инверторных плазменных резаков состоят из:
- форсунки;
- электрода;
- защитного колпачка;
- сопла;
- шланга;
- головки резака;
- ручки;
- роликового упора.
Принцип действия простого полуавтоматического плазмореза состоит в следующем: рабочий газ вокруг плазмотрона прогревается до очень высоких температур, при которых происходит возникновение плазмы, проводящей электричество.
Затем, ток, идущий через ионизированный газ, разрезает металл путем локального плавления. После этого струя плазмы снимает остатки расплавленного металла и получается аккуратный срез.
По виду воздействия на металл различают такие виды плазматронов:
- Аппараты косвенного действия.
Данный вид плазматронов не пропускает через себя ток и пригоден лишь в одном случае – для резки неметаллических изделий. - Плазменная резка прямого действия.
Применяется для разрезки металлов путем образования плазменной струи.
Делаем плазменный резак своими руками
Плазменная резка своими руками может быть изготовлена в домашних условиях. Неподъемная стоимость на профессиональное оборудование и ограниченное количество представленных на рынке моделей вынуждают умельцев собирать плазморез из сварочного инвертора своими руками.
Самодельный плазморез можно выполнить при условии наличия всех необходимых компонентов.
Перед тем как сделать плазморежущую установку, необходимо подготовить следующие комплектующие:
- Компрессор.
Деталь необходима для подачи воздушного потока под давлением. - Плазмотрон.
Изделие используется при непосредственной резке металла. - Электроды.
Применяются для розжига дуги и создания плазмы. - Изолятор.
Предохраняет электроды от перегрева при выполнении плазменной резки металла. - Сопло.
Деталь, размер которой определяет возможности всего плазмореза, собранного своими руками из инвертора. - Сварочный инвертор.
Источник постоянного тока для установки. Может быть заменен сварочным трансформатором.
Источник питания устройства может быть либо трансформаторным, либо инверторным.

Схема работы плазменного резака.
Трансформаторные источники постоянного тока характеризуются следующими недостатками:
- высокое потребление электрической энергии;
- большие габариты;
- труднодоступность.
К преимуществам такого источника питания можно отнести:
- низкую чувствительность к перепадам напряжения;
- большую мощность;
- высокую надежность.
Инверторы, в качестве блока питания плазмореза можно использовать, если необходимо:
- сконструировать небольшой аппарат;
- собрать качественный плазморез с высоким коэффициентом полезного действия и стабильной дугой.
Благодаря доступности и легкости инверторного блока питания плазморезы на его основе могут быть сконструированы в домашних условиях. К недостаткам инвертора можно отнести лишь сравнительно малую мощность струи. Из-за этого толщина металлической заготовки, разрезаемой инверторным плазморезом, серьезно ограничена.
Одной из главнейших частей плазмореза является ручной резак.
Сборка данного элемента аппаратуры для резки металла осуществляется из таких компонентов:
- рукоять с пропилами для прокладки проводов;
- кнопка запуска горелки на основе газовой плазмы;
- электроды;
- система завихрения потоков;
- наконечник, защищающий оператора от брызг расплавленного металла;
- пружина для обеспечения необходимого расстояния между соплом и металлом;
- насадки для снятия окалин и нагара.
Резка металла различной толщины осуществляется путем смены сопел в плазмотроне. В большинстве конструкций плазмотрона, сопла закрепляются специальной гайкой, с диаметром, позволяющим пропустить конусный наконечник и зажать широкую часть элемента.
После сопла располагаются электроды и изоляция. Для получения возможности усиления дуги при необходимости в конструкцию плазматрона включают завихритель воздушных потоков.
Сделанные своими руками плазморезы на основе инверторного источника питания являются достаточно мобильными. Благодаря малым габаритам такую аппаратуру можно использовать даже в самых труднодоступных местах.
Чертежи
В глобальной сети интернет имеется множество различных чертежей плазменного резака. Проще всего изготовить плазморез в домашних условиях, используя инверторный источник постоянного тока.

Электрическая схема плазмореза.
Наиболее ходовой технический чертеж резака на основе плазменной дуги включает следующие компоненты:
- Электрод.
На данный элемент подается напряжение от источника питания для осуществления ионизации окружающего газа. Как правило, в качестве электрода используются тугоплавкие металлы, образующие прочный окисел. В большинстве случаев конструкторы сварочных аппаратов используют гафний, цирконий или титан. Лучшим выбором материала электрода для домашнего использования является гафний. - Сопло.
Компонент автоматического плазменный сварочного аппарата формирует струю из ионизированного газа и пропускает воздух, охлаждающий электрод. - Охладитель.
Элемент используется для отвода тепла от сопла, поскольку при работе температура плазмы может достигать 30 000 градусов Цельсия.
Большинство схем аппарата плазменной резки подразумевают такой алгоритм работы резака на основе струи ионизированного газа:
- Первое нажатие на кнопку пуск включает реле, подающее питание на блок управления аппаратом.
- Второе реле подает ток на инвертор и подключает электрический клапан продувки горелки.
- Мощный поток воздуха попадает в камеру горелки и очищает ее.
- Через определенный промежуток времени, задаваемый резисторами, срабатывает третье реле и подает питание на электроды установки.
- Запускается осциллятор, благодаря которому производится ионизация рабочего газа, находящегося между катодом и анодом. На данном этапе возникает дежурная дуга.
- При поднесении дуги к металлической детали зажигается дуга между плазмотроном и поверхностью, называющаяся рабочей.
- Отключение подачи тока для розжига дуги при помощи специального геркона.
- Проведение резальных или сварочных работ. В случае пропажи дуги, реле геркона вновь включает ток и разжигает дежурную струю плазмы.
- При завершении работ после отключения дуги, четвертое реле запускает компрессор, воздух которого охлаждает сопло и удаляет остатки сгоревшего металла.
Наиболее удачными считаются схемы плазмореза модели АПР-91.
Что нам понадобится?

Чертеж плазменного резака.
Для создания аппарата плазменной сварки необходимо обзавестись:
- источником постоянного тока;
- плазмотроном.
В состав последнего входят:
- сопло;
- электроды;
- изолятор;
- компрессор мощностью 2-2.5 атмосферы.
Большинство современных мастеров изготавливают плазменную сварку, подключаемую к инверторному блоку питания. Сконструированный при помощи данных компонентов плазмотрон для ручной воздушной резки работает следующим образом: нажатие на управляющую кнопку зажигает электрическую дугу между соплом и электродом.
После завершения работы, после нажатия на кнопку выключения, компрессор подает струю воздуха и сбивает остатки металла с электродов.
Сборка инвертора
В случае, если фабричного инвертора нет в наличии, можно собрать самодельный.
Инверторы для резаков на основе газовой плазмы, как правило, имеют в строении такие комплектующие:
- блок питания;
- драйвера силовых ключей;
- силовой блок.

Плазменная горелка в разрезе.
Для плазморезов или сварочного оборудования не может обойтись без необходимых инструментов в виде:
- набора отверток;
- паяльника;
- ножа;
- ножовки по металлу;
- крепежных элементов резьбового типа;
- медных проводов;
- текстолита;
- слюды.
Блок питания для плазменной резки собирается на базе ферритового сердечника и должен иметь четыре обмотки:
- первичную, состоящую из 100 витков проволоки, толщиной 0.3 миллиметра;
- первая вторичная из 15 витков кабеля с толщиной 1 миллиметр;
- вторая вторичная из 15 витков проволоки 0.2 миллиметра;
- третья вторичная из 20 витков 0.3 миллиметровой проволоки.
Обратите внимание! Для минимизации негативных последствий от перепадов напряжения в электрической сети, намотку следует проводить по всей ширине деревянного основания.
Силовой блок самодельного инвертора должен состоять из специального трансформатора. Для создания данного элемента следует подобрать два сердечника и намотать на них медную проволоку толщиной 0.25 миллиметров.
Отдельного упоминания стоит система охлаждения, без которой инверторный блок питания плазмотрона может быстро выйти из строя.

Чертеж технологии плазменной резки.
При работе на аппарате для достижения наилучших результатов нужно соблюдать рекомендации:
- регулярно проверять правильность направления струи газовой плазмы;
- проверять правильность выбора аппаратуры в соответствии с толщиной металлического изделия;
- следить за состоянием расходных деталей плазмотрона;
- следить за соблюдением расстояния между плазменной струей и обрабатываемым изделием;
- всегда проверять используемую скорость резки, чтобы избежать возникновения окалин;
- время от времени диагностировать состояние системы подвода рабочего газа;
- исключить вибрацию электрического плазмотрона;
- поддерживать чистоту и аккуратность на рабочем месте.
Заключение
Аппаратура для плазменной резки – это незаменимый инструмент для аккуратной нарезки металлических изделий. Благодаря продуманной конструкции плазмотроны обеспечивают быстрый, ровный и качественный порез металлических листов без необходимости последующей обработки поверхностей.
Большинство рукоделов из небольших мастерских предпочитают своими руками собирать мини резаки для работы с не толстым металлом. Как правило, самостоятельно сделанный плазморез по характеристикам и качеству работы не отличается от заводских моделей.
Сборка плазмореза своими руками из инвертора является относительно несложным делом.
Плазморез можно использовать не только для резки различных деталей, но и для сварки.
Прежде чем собирать самодельный плазморез своими руками, следует заранее подготовить некоторые комплектующие, входящие в состав конструкции плазмореза. В конструкцию плазмореза входят следующие элементы:
- плазменный резак;
- источник электропитания, в роли которого может использоваться инвертор или трансформатор;
- компрессорное устройство для подачи потока воздуха и формирования потока плазмы;
- кабель-шланги для сборки всех компонентов в единый комплекс.

Самодельный плазморез можно использовать для проведения разнообразных технических операций не только на производстве, но и в домашнем хозяйстве.
Дома эти приспособления можно применять для обработки металлических изделий, если требуется проведение тонкой и точной резки.
Промышленность предлагает потребителям устройства, с помощью которых можно проводить сваривание металлов в защитной газовой среде. В качестве защиты при проведении сварки используется инертный газ аргон.
При сборке самодельного устройства следует особое внимание уделить силе тока. Величина этого параметра зависит от используемого источника питания.
Лучше всего применять в качестве источника электротока инвертор. Это устройство обеспечивает стабильное функционирование аппарата плазменной резки. Помимо этого, применение инвертора позволяет обеспечить более экономичное энергопотребление, нежели при использовании в качестве источника питания трансформатора.
Недостатком применения в конструкции плазмореза инверторного источника питания является небольшая толщина заготовок, которые можно обрабатывать при помощи такого устройства.

Преимуществами плазмореза на основе использования инвертора являются относительно небольшая масса устройства и небольшое потребление электрической энергии. Кроме того, КПД устройства, основу которого составляет инверторный источник питания, выше на 10%, чем у устройства с трансформаторным блоком, что оказывает влияние на качество выполнения операций.
При проведении сборки приспособления следует уделить внимание точности и качеству сборки в соответствии соемой, а также объединению элементов в системе.
При сборке приспособления в конструкции нужно использовать сопло достаточной длины, которое не должно быть слишком длинным, иначе его придется часто заменять.
Выбор конструктивных элементов для сборки приспособления
При изготовлении прибора своими руками требуется правильно подобрать соответствующие комплектующие.
Источник электропитания для оборудования. В качестве этого элемента применяется инвертор – это устройство, обеспечивающее подачу напряжения с заранее заданными характеристиками для функционирования оборудования. Помимо инвертора можно применять трансформатор. Если используется в качестве блока питания трансформатор, то при конструировании оборудования нужно учитывать большой вес сварочного трансформатора. Кроме того, следует помнить, что при использовании трансформатора устройство потребляет большое количество электрической энергии.

Для сборки инструмента нужно подготовить плазменный резак, который является основным элементом приспособления, обеспечивающим выполнение рабочих операций. Также потребуется приобрести устройство нагнетания воздушного потока – компрессор и кабель-шланговый пакет.
Использование инверторного источника питания более выгодно, так как это устройство является более экономичным и его стоимость значительно ниже. Приспособление, работа которого основана на использовании инверторного блока питания, проще в использовании. Такое устройство можно применять при проведении работ в домашних условиях и на небольшом производстве. При использовании этого типа блока питания достигается стабильность напряжения, что позволяет осуществлять качественные работы в труднодоступных местах, где использование трансформаторных устройств невозможно.
Плазмотрон – основной элемент резака. Конструкция этого приспособления состоит из сопла, канала подачи воздушного потока, обеспечивающего резку металлических заготовок, электрода и изолятора, играющего одновременно роль охладителя.
Сборка плазменного резака
Для сборки плазмотрона требуется подобрать соответствующий электрод. Чаще всего используются электроды, изготовленные с применением тория, бериллия, циркония или гафния. Такие материалы считаются оптимальными для проведения резки металла воздушно-пламенным потоком. В процессе функционирования установки на поверхности материала электрода образуются тугоплавкие оксиды, которые не позволяют происходить разрушению материала электрода. При выборе типа электрода следует помнить, что некоторые из материалов, используемых для изготовления тела электродов, являются опасными для работника. Так, например, бериллий в составе электрода в процессе работы вызывает образование радиоактивных оксидов, а использование тория вызывает образование токсичных соединений с кислородом. Лучшим материалом является гафний, который абсолютно безопасен для работника, осуществляющего работы.
 В процессе сборки следует особое внимание уделить соплу, которое осуществляет формирование струи для резки. От технических характеристик этого элемента зависит качество рабочей струи. Оптимальным является применение приспособления с диаметром 3 см. Длина должна быть достаточной, чтобы рез имел аккуратный и качественный вид. В случае если сопло является слишком длинным, то возможно его быстрое разрушение в процессе работы.
В процессе сборки следует особое внимание уделить соплу, которое осуществляет формирование струи для резки. От технических характеристик этого элемента зависит качество рабочей струи. Оптимальным является применение приспособления с диаметром 3 см. Длина должна быть достаточной, чтобы рез имел аккуратный и качественный вид. В случае если сопло является слишком длинным, то возможно его быстрое разрушение в процессе работы.
Для осуществления подачи воздушного потока в конструкции плазмореза используется компрессор. Особенностью работы резака является использование в процессе функционирования оборудования газов для защиты и плазмообразования. Работа по осуществлению резки металла совершается при силе тока в 200 А. При работе устройства применяется сжатый воздух, который требуется для охлаждения функционирующего оборудования и формирования плазменной струи. Использование такой конструкции в процессе работы позволяет проводить резание метзаготовок с толщиной металла до 50 мм.
Для соединения всех элементов установки применяется кабель-шланговый пакет. При проведении сборки установки требуется соблюдать определенный порядок работ. Сначала инвертор при помощи кабеля объединяется с электродом для подачи на него напряжения. Посредством шланга осуществляется подача сжатого воздушного потока от компрессорной установки к плазмотрону, где формируется плазменная струя.
Принцип функционирования резака
После того как установка для осуществления резки металла собрана, требуется проверить ее работоспособность. При запуске инвертор подает электроток с высокой частотой на плазмотрон. После подачи напряжения на электрод происходит формирование электродуги, ее температура в момент возникновения варьируется в интервале от 6 до 8 тыс. градусов Цельсия. Формирование дуги происходит между электродом и наконечником сопла. Далее подается поток сжатого воздуха, который при прохождении через электродугу нагревается и увеличивается в объеме в сотню раз, при этом происходит ионизация потока, и он приобретает токопроводные свойства.
При помощи сопла происходит формирование узкого потока плазмы. Скорость истечения плазменного потока равна 2-3 метра в секунду. В момент истечения струи плазмы ее температура значительно возрастает и достигает 25-30 тысяч градусов. На выходе из сопла формируется поток высокотемпературной плазмы, которая применяется для проведения процесса резки. В момент соприкосновения плазменной струи с металлом заготовки происходит гашение первоначальной дуги и зажигание дуги режущей, при помощи которой осуществляется обработка заготовки. Плавление металла происходит локально, в месте воздействия плазменного потока.
Плазменная резка – достаточно востребованная операция, особенно, когда дело касается резки толстых металлических деталей или заготовок. Процесс происходит быстро, кромки металла остаются ровными. Но такой аппарат стоит недешево. Поэтому многие умельцы изготавливают для себя плазморез своими руками из разных видов оборудования, соединив их в одну конструкцию. Схема соединения их проста, главное – правильно подобрать приборы по необходимым техническим характеристикам.
В основе плазменной резки лежит ионизированный газ, который вылетает из сопла горелки с большой скоростью. Этот газ и есть та самая плазма. Что она делает.
- По сути, это ионизированная среда является отличным проводником электрического тока, который от электрода поступает к металлической заготовке.
- Плазма нагревает металл до необходимой температуры.
- Она же сдувает расплавленный металл, освобождает пространство реза.
Значит, чтобы создать плазму, необходим газ и источник электроэнергии. И эти две составляющие должны соединиться в одном месте. Поэтому оборудование плазменной резки состоит из баллона с газом, источника электроэнергии повышенной силы и резака, в котором установлен электрод.
Конструкция резака изготовлена таким образом, чтобы вокруг электрода проходил газ и в нагретом от электрода виде вырывался наружу через небольшое отверстие. Небольшой диаметр отверстия и давление газа создают необходимую скорость плазме. При изготовлении самодельной плазменной резки нужно просто приобрести готовый резак и не думать над его созданием. Потому что в нем уже все продумано, плюс заводской вариант – это гарантия безопасности.
Что касается газа, то от всех вариантов давно уже отказались, оставив сжатый воздух. Получить его можно сегодня очень просто – приобрести и установить компрессор.
Есть определенные условия, которые гарантируют качество резки плазмой.
- Сила тока на электроде не должна быть меньше 250 А.
- Сжатый воздух должен подаваться на резак со скоростью в пределах 800 м/сек.
Как сделать плазморез своими руками
Основы плазменной резки понятны, конструкция плазмореза тоже ясна, можно приступать к его сборке. Кстати, для этого не нужны специальные чертежи.
Итак, что будет необходимо.
- Нужно найти источник электроэнергии. Самый простой вариант – это сварочный трансформатор или инвертор. По многим причинам инвертор лучше. К примеру, у него стабильное значение тока, без перепадов. Он экономичнее в плане потребления электроэнергии. Обратить внимание придется на ток, который выдает сварочный аппарат. Его значение не должно быть меньше 250 ампер.
- Источник сжатого воздуха. Здесь без изменений – компрессор. Но какой? Основной параметр – давление воздуха. На него и надо будет обратить внимание. 2,0-2,5 атм. – будет нормально.
- Резак можно приобрести в магазине. И это будет идеальным решением. Если есть в наличии резак для аргонной сварки, то и его можно переделать под плазменную резку. Для этого из меди придется сделать насадку в виде сопла, которая вставляется в резак аргонной сварки.
- Комплект шлангов и кабелей, для соединения всех частей самодельного плазмореза. Опять-таки комплект можно приобрести в магазине, как единый соединяющий элемент.
Вот четыре элемента, с помощью которых собирается самодельный плазморез.
Вспомогательные элементы и материалы
На что еще необходимо обратить внимание, собирая аппарат плазменной резки своими руками. Как уже было сказано выше, основная характеристика плазменного резака – это диаметр его отверстия. Каких размеров он должен быть, чтобы качество реза было максимальным. Специалисты считают, что диаметр в 30 мм – оптимальный размер. Поэтому, покупая резак в магазине, нужно обратить внимание, есть ли в его комплекте сопло с таким отверстием.
К тому же надо подбирать сопло со значительной длиной. Именно этот размер дает возможность струе сжатого воздуха набрать необходимую скорость. От чего рез металла получается аккуратным, а сам процесс резки быстрым и легким. Но не стоит приобретать сопло уж очень большой длины. Такое приспособление быстро разрушается под действием высоких температур.
Что касается выбора электрода для плазмореза, то тут необходимо обратить внимание на сплав, из которого он изготовлен. К примеру, если в сплав входит бериллий, то это радиоактивное вещество. Работать с такими электродами долго не рекомендуется. Если в сплав входит торий, то при высоких температурах он выделяет токсичные вещества. Идеальный электрод для плазменной резки, в сплав которого входит гафний.
Проверка плазмореза
Итак, шланги соединяют резак и компрессор, кабель резак и инвертор. Теперь необходимо проверить, а работает ли собранная конструкция. Включаются все агрегаты, на резаке нажимается кнопка подачи электроэнергии на электрод. При этом образуется дуга с температурой 6000-8000С. Она проскакивает между металлом электрода и сопла.
После этого начинает подаваться в резак сжатый воздух. Проходя через сопло и нагреваясь от электрической дуги, он резко расширяется в десять раз и при этом приобретает токопроводящие свойства. То есть, получается ионизированный газ.
Он проходит через суженное сопло, при этом приобретая скорость в пределах 2-3 м/сек. А вот температура плазмы повышается до 25000-30000С. Самое важное, что дуга, с помощью которой был разогрет сжатый воздух и превращен в плазму, гаснет, как только плазма начинает воздействовать на металлическую заготовку, подготовленную к резке. Но тут же включается вторая, так называемая рабочая дуга, которая на металл действует локально. Именно в зону реза. Поэтому металл режется только в этой зоне.
Если при проверке работы плазменного резака у вас получилось разрезать металл толщиною не меньше 20 мм, то все элементы новой конструкции, собранной своими руками, были подобраны правильно. Необходимо обратить внимание, что заготовки толщиною более 20 мм плазморез из инвертора не режет. У него просто не хватает мощности. Чтобы резать металл большей толщины, придется использовать трансформатор.
Внимание! Любые работы, связанные с использование плазменной резки, должны проводиться в защитной одежде и перчатках.
Существует много моментов, которые обязательно сказываются на работе агрегата.
- Приобретать, например, большой компрессор нет необходимости. Но 2-2,5 атмосфер при большом объеме работ может не хватить. Выход из положения – установить на компрессоре ресивер. Он работает, как аккумулятор, накопляющий давление в сжатом воздухе. Для этого дела можно приспособить, к примеру, болоны от тормозной системы большегрузных машин. Вариант на самом деле простой. Объем у баллона большой, и его должно хватить на длительный промежуток времени.
- Чтобы давление воздуха было стабильным и одинаковым, на выходе ресивера нужно установить редуктор.
- Конечно, оптимальное решение – приобрести компрессор в комплекте с ресивером. Стоит он дороже обычного, но если этот агрегат использовать и для других дел, к примеру, для покраски, то можно увеличить его функциональность и тем самым покрыть затраты.
- Чтобы сделать мобильную версию станка, можно изготовить тележку небольших размеров. Ведь все элементы плазмореза – небольшие по габаритам приспособления. Конечно, о мобильности придется забыть, если станок изготовлен на основе сварочного трансформатора. Слишком он большой и тяжелый.
- Если нет возможности купить готовый комплект шланг-кабель, то можно его сделать самостоятельно. Нужно сварочный кабель и шланг высокого давления объединить в один рукав и поместить их в единую оболочку. К примеру, в обычный шланг большего диаметра. Сделанный таким образом комплект просто не будет мешаться под ногами, что очень важно при проведении резки металлов.
Сделать свой собственный плазморез совсем несложно. Конечно, надо будет получить необходимую информацию, изучить ее, обязательно рекомендуется посмотреть обучающее видео. И после этого правильно подобрать все элементы точно под необходимые параметры. Кстати, собранный плазморез на основе серийного инвертора дает возможность не только проводить плазменную резку металлов, но и плазменную сварку, что увеличивает функциональность агрегата.
Все чаще в небольших частных мастерских и на маленьких предприятиях используют аппараты плазменной резки металла вместо болгарок и других аппаратов. Воздушно-плазменная резка позволяет выполнять качественные прямые и фигурные резы, выравнивать кромки листового металла, делать проемы и отверстия, в том числе и фигурные, в металлических заготовках и другие более сложные работы. Качество получившегося реза просто великолепно, он получается ровным, чистым, практически без окалины и заусениц, а также аккуратным. С помощью технологии воздушно-плазменной резки можно обрабатывать практически все металлы, а также нетокопроводящие материалы, такие как бетон, керамическая плитка, пластик и дерево. Все работы выполняются быстро, заготовка нагревается локально, только в области реза, поэтому металл заготовки не меняет своей геометрии вследствие перегрева. С аппаратом плазменной резки или как его еще называют - плазморезом сможет справиться даже новичок без опыта сварки. Но чтобы результат не разочаровал, все же не помешает изучить устройство плазмореза, понять его принцип действия, а также изучить технологию, как работать аппаратом воздушно-плазменной резки.
Устройство аппарата воздушно-плазменной резки
Знание устройства плазмореза позволит не только более осознанно производить работы, но и создать самодельный аналог, для чего необходимы не только более глубокие знания, но и желательно инженерский опыт.
Аппарат воздушно-плазменной резки состоит из нескольких элементов, среди которых:
- Источник питания;
- Плазмотрон;
- Кабель-шланговый пакет;
- Воздушный компрессор.
Источник питания для плазмореза служит для того, чтобы преобразовывать напряжение и подавать на резак/плазмотрон определенную силу тока, благодаря чему загорается электрическая дуга. В качестве источника питания могут выступать трансформатор или инвертор.

Плазмотрон - основной элемент аппарата воздушно-плазменной резки, именно в нем происходят процессы, благодаря которым появляется плазма. Плазмотрон состоит из сопла, электрода, корпуса, изолятора между соплом и электродом и каналов для воздуха. Такие элементы как электрод и сопло являются расходными материалами и требуют частой замены.

Электрод в плазмотроне является катодом и служит для возбуждения электрический дуги. Самым распространенным металлом, из которого делают электроды для плазмотронов, является гафний.
Сопло имеет конусообразную форму, обжимает плазму и формирует плазменную струю. Вырываясь из выходного канала сопла, плазменная струя дотрагивается до заготовки и разрезает ее. Размеры сопла влияют на характеристики плазмореза, его возможности и технологию работы с ним. Самый распространенный диаметр сопла - 3 - 5 мм. Чем больше диаметр сопла, тем больший объем воздуха в единицу времени оно можно пропустить через себя. От количества воздуха зависит ширина реза, а также скорость работы плазморезом и скорость охлаждения плазмотрона. Самая распространенная длина сопла 9 - 12 мм. Чем больше длина сопла, тем аккуратнее рез. Но слишком длинное сопло больше подвержено разрушению, поэтому оптимально длину увеличивают на размер, равный 1,3 - 1,5 диаметра сопла. Следует учитывать, что каждому значению силы тока соответствует оптимальный размер сопла, который обеспечивает стабильное горение дуги и максимальные параметры резки. Уменьшать диаметр сопла и делать менее 3 мм нецелесообразно, так как значительно снижается ресурс всего плазмотрона.

Компрессор подает сжатый воздух в плазмотрон для образования плазмы. В аппаратах воздушно-плазменной резки воздух выступает в качестве и плазмообразующего газа, и защитного. Существуют аппараты со встроенным компрессором, как правило, они маломощные, а также аппараты с внешним воздушным компрессором.
Кабель-шланговый пакет состоит из электрокабеля, соединяющего источник питания и плазмотрон, а также шланга для подачи воздуха от компрессора в плазмотрон. Что конкретно происходит внутри плазмотрона, рассмотрим ниже.
Принцип работы аппарата воздушно-плазменной резки
Установка воздушно плазменной резки работает по описанному ниже принципу. После нажатия кнопки розжига, которая находится на ручке плазмотрона, от источника питания на плазмотрон начинает подаваться ток высокой частоты. В результате загорается дежурная электрическая дуга. По причине того, что образование электрической дуги между электродом и заготовкой напрямую затруднительно, то в качестве анода выступает наконечник сопла. Температура дежурной дуги составляет 6000 - 8000 °С, а столб дуги заполняет весь канал сопла.
Спустя пару секунд после розжига дежурной дуги в камеру плазмотрона начинает подаваться сжатый воздух. Он проходит сквозь дежурную электрическую дугу, ионизируется, нагревается и увеличивается в объеме в 50 - 100 раз. Форма сопла плазмотрона заужена книзу, благодаря чему воздух обжимается, из него формируется поток, который вырывается из сопла со скоростью, близкой к звуковой - 2 - 3 м/с. Температура ионизированного разогретого воздуха, вырывающегося из выходного отверстия сопла, может достигать 20000 - 30000 °С. Электропроводность воздуха в этот момент примерно равна электропроводности обрабатываемого металла.
Плазмой как раз и называется разогретый ионизированный воздух, вырывающийся из сопла плазмотрона. Как только плазма достигает поверхности обрабатываемого металла, зажигается рабочая режущая дуга, в этот момент дежурная дуга гаснет. Режущая дуга разогревает заготовку в месте соприкосновения, локально, металл начинает плавиться, появляется рез. Расплавленный металл вытекает на поверхность заготовки и застывает в виде капель и мелких частичек, которые тут же сдуваются потоком плазмы. Данный способ воздушно-плазменной резки называют резкой плазменной дугой (дуга прямого действия), так как обрабатываемый металл входит в электрическую схему и является анодом режущей дуги.

В описанном выше случае для разрезания заготовки используется энергия одного из приэлектродных пятен дуги, а также плазмы столба и вытекающего из него факела. Для резки плазменной дугой используется дуга постоянного тока прямой полярности.
Плазменно-дуговая резка металла используется в таких случаях: если необходимо изготовить детали с фигурными контурами из листового металла, или изготовить детали с прямыми контурами, но так, чтобы не пришлось обрабатывать контуры дополнительно, для резки труб, полос и прутов, для вырезки отверстий и проемов в деталях и другого.
Но также есть еще один способ плазменной резки - резка плазменной струей . В таком случае режущая дуга загорается между электродом (катодом) и наконечником сопла (анодом), а обрабатываемая заготовка не включена в электрическую цепь . Часть плазмы выносится из плазмотрона в виде струи (дуга косвенного действия). Обычно такой способ резки используют для работы с неметаллическими нетокопроводящими материалами - бетоном, керамической плиткой, пластмассой.
Подача воздуха в плазмотрон прямого действия и косвенного действия производится по-разному. Для резки плазменной дугой требуется аксиальная подача воздуха (прямая) . А для резки плазменной струей требуется тангенциальная подача воздуха.

Тангенциальная или вихревая (осевая) подача воздуха в плазмотрон необходима для того, чтобы катодное пятно располагалось строго по центру. Если тангенциальная подача воздуха нарушена, неизбежно смещение катодного пятна, а с ним и плазменной дуги. В результате плазменная дуга горит не стабильно, иногда загорается две дуги одновременно, а также весь плазмотрон выходит из строя. Воздушно-плазменная резка самодельная не способна обеспечить тангенциальную подачу воздуха. Так как для устранения турбулентностей внутри плазмотрона используют сопла специальной формы, а также вкладыши.
Сжатый воздух используется для воздушно-плазменной резки таких металлов:
- Меди и сплавов меди - толщиной не более 60 мм;
- Алюминия и сплавов алюминия - толщиной до 70 мм;
- Стали толщиной до 60 мм.
А вот для резки титана воздух использовать категорически нельзя. Более детально тонкости работы аппаратом ручной воздушно-плазменной резки рассмотрим ниже.
Как выбрать аппарат воздушно-плазменной резки
Чтобы сделать правильный выбор плазмореза для частных бытовых нужд или маленькой мастерской, необходимо точно знать для каких целей он будет использоваться. С какими заготовками придется работать, из какого материала, какой толщины, какова интенсивность загрузки аппарата и многое другое.
Для частной мастерской вполне может сгодиться инвертор, так как у таких аппаратов более стабильная дуга и больший на 30 % КПД. Трансформаторы подходят для работы с заготовками большей толщины и не боятся перепадов напряжения, но при этом они больше весят и менее экономичны.
Следующая градация - плазморезы прямого и косвенного действия. Если планируется резать только металлические заготовки, то необходим аппарат прямого действия.
Для частной мастерской или домашних нужд необходимо приобретать ручной плазморез с встроенным или внешним компрессором, рассчитанный на определенную силу тока.
Сила тока плазмореза и толщина металла

Сила тока и максимальная толщина заготовки - основные параметры для выбора аппарата воздушно-плазменной резки. Они взаимосвязаны между собой. Чем большую силу тока может подавать источник питания плазмореза, тем более толстую заготовку можно обрабатывать с помощью данного аппарата.
Выбирая аппарат для личных нужд, необходимо точно знать, какой толщины заготовки будут обрабатываться и из какого металла. В характеристиках плазморезов указывается и максимальная сила тока, и максимальная толщина металла. Но обратите внимание на то, что толщина металла указана из расчета на то, что обрабатываться будет черный металл, а не цветной и не нержавейка. А сила тока указана не номинальная, а максимальная, на данных параметрах аппарат может работать совсем непродолжительное время.
Для резки разных металлов требуется различная сила тока. Точные параметры можно увидеть в таблице ниже.
Таблица 1. Сила тока, необходимая для резки различных металлов.
Например, если планируется резать стальную заготовку толщиной 2,5 мм, то необходима сила тока 10 А. А если заготовка выполнена из цветного металла, например, меди толщиной 2,5 мм, то сила тока должна быть 15 А. Чтобы рез получился высокого качества, необходимо учитывать некий запас мощности, поэтому лучше приобрести плазморез, рассчитанный на силу тока в 20 А.
На аппарат воздушно-плазменной резки цена напрямую зависит от его мощности - выдаваемой силы тока. Чем больше сила тока, тем дороже аппарат.
Режим работы - продолжительность включения (ПВ)
Режим работы аппарата определяется интенсивностью его загрузки. На всех аппаратах указан такой параметр, как продолжительность включения или ПВ. Что она означает? Например, если указана ПВ=35%, то это означает, что плазморезом можно работать 3,5 минуты, а затем ему необходимо дать остыть в течение 6,5 минут. Цикл продолжительности включения рассчитан на 10 минут. Есть аппараты с ПВ 40%, 45%, 50%, 60%, 80%, 100%. Для бытовых нужд, где аппарат не будет использоваться постоянно, достаточно аппаратов с ПВ от 35% до 50%. Для машинной резки с ЧПУ используются плазморезы с ПВ=100%, так как они обеспечивают непрерывную работу в течение всей смены.
Обратите внимание, что в процессе работы с ручной воздушно-плазменной резкой существует необходимость переместить плазмотрон или перейти на другой конец заготовки. Все эти интервалы учитываются в счет времени охлаждения. Также продолжительность включения зависит от загрузки аппарата. Например, с начала смены даже плазморез с ПВ=35% может без перерыва работать 15 - 20 минут, но чем чаще им будут пользоваться, тем короче будет время беспрерывной работы.
Воздушно-плазменная резка своими руками - технология работы
Плазморез выбрали, с принципом работы и устройством ознакомились, пора приступать к работе. Чтобы не наделать ошибок, для начала не помешает ознакомиться с технологией работы с аппаратом воздушно-плазменной резки. Как соблюсти все меры безопасности, как подготовить аппарат к работе и правильно подобрать силу тока, а затем, как разжечь дугу и соблюдать необходимую дистанцию между соплом и поверхностью заготовки.
Позаботьтесь о безопасности

Воздушно-плазменная резка сопряжена с рядом опасностей: электрический ток, высокая температура плазмы, раскаленный металл и ультрафиолетовое излучение.
- Работать необходимо в специальной экипировке: темные очки или щиток сварщика (4 - 5 класс затемнения стекла), плотные перчатки на руках, штаны из плотной ткани на ногах и закрытая обувь. При работе с резаком могут образовываться газы, которые представляют угрозу для нормальной работы легких, поэтому на лицо необходимо надевать маску или респиратор.
- Плазморез подключается в сеть через УЗО.
- Розетки, рабочая подставка или стол, окружающие предметы должны быть хорошо заземлены.
- Силовые кабели должны быть в идеальном состоянии, не допускается повреждение обмотки.
То, что сеть должна быть рассчитана на то напряжение, которое указано на аппарате (220 В или 380 В), это само собой разумеющееся. В остальном же соблюдение техники безопасности поможет избежать травм и профзаболеваний.
Подготовка аппарата воздушно-плазменной резки к работе
Как подключить все элементы аппарата воздушно-плазменной резки, подробно описано в инструкции к аппарату, поэтому сразу перейдем к дальнейшим нюансам:
- Аппарат необходимо установить так, чтобы к нему был доступ воздуха. Охлаждение корпуса плазмореза позволит дольше работать без перерыва и реже отключать аппарат для охлаждения. Место расположения должно быть таким, чтобы на аппарат не попадали капли расплавленного металла.
- Воздушный компрессор подключается к плазморезу через влаго- и маслоотделитель. Это очень важно, так как попавшие в камеру плазмотрона вода или капли масла могут привести к выходу из строя всего плазмотрона или даже его взрыву. Давление подаваемого в плазмотрон воздуха должно соответствовать параметрам аппарата. Если давление будет недостаточным, то плазменная дуга будет нестабильной, часто будет гаснуть. Если давление будет избыточным, то могут придти в негодность некоторые элементы плазмотрона.
- Если на заготовке, которую собираетесь обрабатывать, есть ржавчина, окалина или масляные пятна, их лучше отчистить и удалить. Хоть воздушно-плазменная резка и позволяет резать ржавые детали, все же лучше перестраховаться, так как при нагреве ржавчины выделяются ядовитые пары. Если планируется резать емкости, в которых хранились горючие материалы, то их необходимо тщательно отчистить.
Чтобы рез получился ровным, параллельным, без окалины и наплывов, необходимо правильно подобрать силу тока и скорость резки. В представленных ниже таблицах указаны оптимальные параметры резки различных металлов различной толщины.
Таблица 2. Сила и скорость резки с помощью аппарата воздушно-плазменной резки заготовок из различных металлов.

Первое время подбирать скорость ведения резака будет сложно, необходим опыт. Поэтому поначалу можно ориентироваться на такое правило: вести плазмотрон необходимо так, чтобы с обратной стороны заготовки были видны искры. Если искр не видно, значит, заготовка не разрезана насквозь. Обратите также внимание, что слишком медленное ведение резака негативно сказывается на качестве реза, на нем появляются окалина и наплывы, а также может нестабильно гореть дуга и даже гаснуть.

Теперь можно приступать к самому процессу резки.
Перед тем как зажечь электрическую дугу, плазмотрон следует продуть воздухом, чтобы удалить случайный конденсат и инородные частицы. Для этого необходимо нажать, а затем отпустить кнопку поджига дуги. Так аппарат переходит в режим продувки. Спустя примерно 30 секунд можно нажимать кнопку поджига и удерживать ее. Как уже описывалось в принципе работы плазмореза, между электродом и наконечником сопла загорится дежурная (вспомогательная, пилотная) дуга. Как правило, она горит не долее 2 секунд. Поэтому за это время необходимо зажечь рабочую (режущую) дугу. Способ зависит от вида плазмотрона.
Если плазмотрон прямого действия, то необходимо сделать короткое замыкание: после образования дежурной дуги необходимо нажать кнопку розжига - прекращается подача воздуха и контакт замыкается. Затем воздушный клапан открывается автоматически, поток воздуха вырывается из клапана, ионизируется, увеличивается в размерах и выводит искру из сопла плазмотрона. В результате загорается рабочая дуга между электродом и металлом заготовки.
Важно! Контактный поджиг дуги не означает, что плазмотрон необходимо прикладывать или прислонять к заготовке.

Как только загорится режущая дуга, дежурная дуга гаснет. Если не получилось зажечь рабочую дугу с первого раза, необходимо отпустить кнопку розжига и нажать ее снова - начнется новый цикл. Причин, по которым может не зажигаться рабочая дуга, несколько: недостаточное давление воздуха, неправильная сборка плазмотрона или другие неполадки.
В процессе работы также бывают случаи, когда режущая дуга гаснет. Причина, скорее всего, в изношенности электрода или несоблюдении расстояния между плазмотроном и поверхностью заготовки.
Расстояние между горелкой плазмотрона и металлом

Ручная воздушно-плазменная резка сопряжена с той трудностью, что необходимо соблюдать расстояние между горелкой/соплом и поверхностью металла. При работе рукой это довольно сложно, так как даже дыхание сбивает руку, и рез получается неровным. Оптимальное расстояние между соплом и заготовкой 1,6 - 3 мм, для его соблюдения используются специальные дистанционные упоры, ведь сам плазмотрон нельзя прижимать к поверхности заготовки. Упоры надеваются сверху на сопло, затем плазмотрон опирается упором на заготовку и выполняется рез.
Обратите внимание, что держать плазмотрон необходимо строго перпендикулярно заготовке. Допустимый угол отклонения 10 - 50 °. Если заготовка слишком тонкая, то резак можно держать под небольшим углом, это позволит избежать сильных деформаций тонкого металла. Расплавленный металл при этом не должен попадать на сопло.
Работы с воздушно-плазменной резкой своими руками вполне можно осилить самостоятельно, только важно помнить о технике безопасности, а также о том, что сопло и электрод - расходные материалы, которые требуют своевременной замены.